装配式建筑构件生产及安装流程
前言
装配式建筑是指部分或全部配件在工厂制造,后运输到施工现场,并将配件通过可靠的装配方式组装而成,这种建筑模式称之为装配式建筑。具备标准化设计、工厂化生产、装配化施工、一体化装修、信息化管理、智能化应用等特点,是现代工业化生产的代表。与传统建筑比,从设计、加工、安装、装修都更加强调标准化、模块化,效率更高,施工周期短。
一、PC构件生产工艺
1.1、PC构件钢筋制作:钢筋线工作人员领取图纸按照计划采用机械设备,以自动化设备为主、手工设备为辅生产钢筋,可以满足钢筋下料精度和产能的要求,一般选用数控调直机、数控弯箍机、钢筋切断机、钢筋弯曲机、网片机等设备。

调直机
01

弯箍机

网片机

1.2、模具拼装:按照模具设计图纸在台车上划线,对照图台车上的画的线将模具挡边放置在上面用亚铁螺栓固定,检查模具尺寸,包括长度、宽度、对角线、与外模的相对位置尺寸。上挡边模与台车粘合处缝隙需小于2mm,否则填结构胶。门窗洞档边与台车面垂直度控制在2mm之内。确定外边模位置尺寸时至少要测量2-3个位置点。所有压铁都需要进行二次锁紧,防止遗漏导致产品挤出造成质量缺陷。

02



1.3、绑扎钢筋:放置预置钢筋的钢筋端头必须与内、外边模保持20-25mm的间距为保护层,扎丝的绕圈至少四圈以上,绑扎要牢固但不能绕断扎丝,底层扎丝头的方向要求统一朝上,加强筋放置时最底层加强筋与最底层网片筋垂直放置,以减少钢筋所占用的空间,防止与水电预埋发生冲突,马凳放置按每平方米放2个,先装网片四周,再往中心方向内缩,安装呈梅花状布置。

03



1.4、浇捣:布料时不要太靠近外边模(5cm的距离),以免混凝土外泄模具和台车,混凝土来料较干时,需多次耙料及振动直到混凝土在台车上分布均匀。布料原则:先远后近,先窄后宽的要求进行布料,因料斗内混凝土的减少,卸料也将放慢需要调整布料小车速度当小车移到模具端头需倒退10cm左右后再关闭出料门(防止砼渣崩到外面)。台车前进时,必须松开“夹紧装置”,注意台车上或周围的人员流动或其它障碍物,确保安全。

04

1.5、入窑养护:入进窑时注意边摸夹具等任何物件不能伸出台车端面,养护条件有异常要及时报告上级主管,做出相应的调整对策,做好详细记录。

05

1.6、脱模贴标签入库:起吊整个过程中,要防止吊钉脱落,保证自己和周围物件的安全,入库过程中,操作者需走在构件后,用手扶住构件,使其保持平稳前进,注意避免碰撞。

06

二、现场吊装工艺
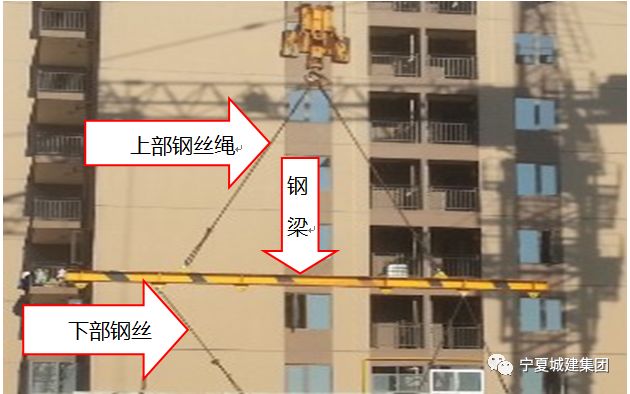
2、1吊具选择:①选择吊装工具扁担梁,板长4m以内:设置2点起吊板长 4—6m:设置4点起吊板长 6—8m:设置6点起吊且需检查吊具是否存在裂缝、腐蚀等严重影响起吊的问题。
07
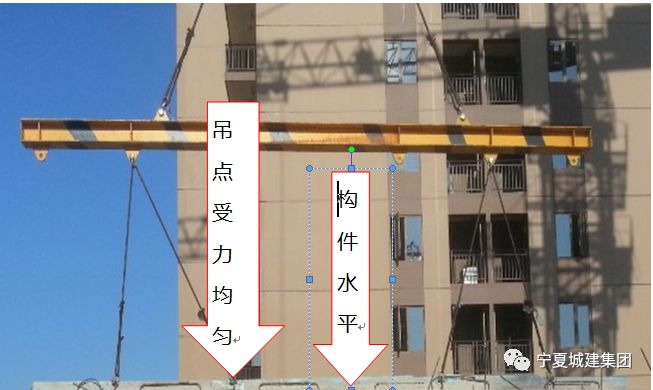
2.2构件吊装:现场卸车时应认真检查吊具与墙板预埋吊环是否扣牢,确认无误后方可缓慢起吊,起吊过程中保证墙板垂直起吊,防止PC构件起吊时单点起吊引起构件变形,并满足吊环设计时角度要求。如果采用角度起吊,对吊环、吊具额定吊载需乘以角度系数1.4,且如发现墙板严重偏斜及重心偏位要及时处理,避免因受力不均导致安全事故。



08

2.3 构件调整、固定

斜支撑调整垂直度

靠尺复核垂直度

转角处固定

一字件固定
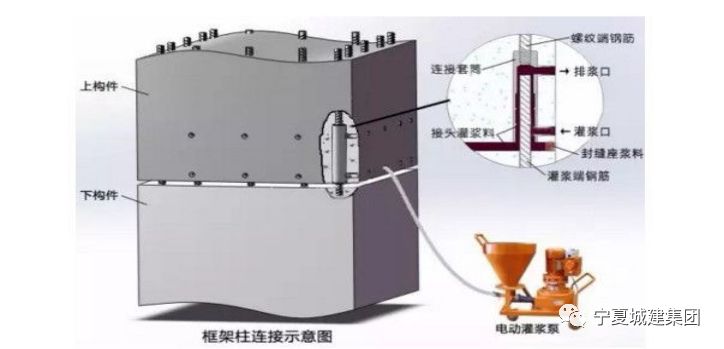
2.4灌浆:钢筋套筒灌浆连接原理是透过铸造的中空型套筒,钢筋从两端开口插入套简内部,不需要搭接或焊接,钢筋与套筒之间填充高强度微膨胀结构性灌浆料。其连接机理主要是借助灌浆料受到套筒的约束作用,加上灌浆料本身具有微膨胀特性,以此增强与钢筋、套筒内侧间正向作用力,钢筋由该正向力与粗糙表面产生的摩擦力,来传递钢筋应力。按钢筋与套简连接方式不同,分为全灌浆和半灌浆。全灌浆接头是一种传统的连接形式,连接套筒与两端的钢筋均采用灌浆方式连接,半灌浆接头是一种较新的连接形式,套筒与一端钢筋采用灌浆连接方式连接,而另一端采用机械连接方式。


技术工艺部供稿


宁夏远大城建建筑工业有限公司



